Machining(数控仿真最新工具)
v2.0.9.2 中文免费版- 软件大小:9.48 MB
- 更新日期:2020-04-23 15:25
- 软件语言:简体中文
- 软件类别:机械电子
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
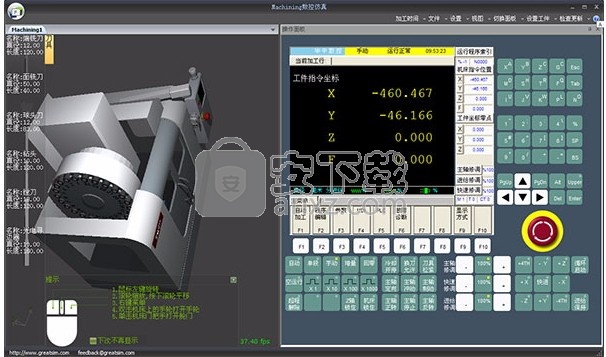
Machining数控机床仿真软件是一款非常强大的数控仿真软件,它是免费的,用户在使用时不需要付费,同时还可以进行一系列的功能拓展编辑,新版本还为用户提供新功能以及对旧版本中的模块进行更新,旧版本中的存在的问题已经得到了优化,其信息如下:在此版本中已经加强了G71指令输入检测,增加了车床Z轴行程以及增加了验证用户输入的G代码是否支持;为了让用户使用更加方便,此版本还修改GSK980TDb刀补输入问题,整个系统都修复重复启动软件没有提示以及修改了自动倒角C的问题;新版本优化了宏程序执行,增加解析G代码时死循环退出功能,修改数控系统坐标显示问题,增加自动倒角倒圆和单轴移动时倒角倒圆;需要的用户可以下载体验
新版特性
1、数控程序的自动,MDI手动输入,手动,编辑等运行模式。
2、毛坯定义,基准对刀,寻边器对刀,安装刀具,机床加工编程与手动操作。
3.刀具补偿,坐标系设置等系统参数的设定。
4、毛坯选择,包括圆柱形毛坯和立方体毛坯。
5、支持的插补运算有圆弧插补,直线插补。
6、加工运行全环境仿真
7、加工时实时进行刀具和工件的碰撞检测并产生报警,机床各轴的超程报警。
8、机床冷却液模拟。
9、三维工件的实时切削和铁屑模拟。
10、三维刀具轨迹的显示。
11、机床加工声效模拟。
数控程序处理:
1、数控加工G-Code解析与有效性检验。
2、支持导入用其他软件生成的数控加工代码。
支持的数控加工中心加工刀具有:
1、钻头,镗刀,球头刀,端铣刀,面铣刀。
软件特色
本软件使用三维图形技术和逼真的机床模型模拟CNC加工中心和车床的加工与操作
该版本使用全新的G代码解释器,生成刀路更快更准确,并且支持宏程序。
使用本软掌握CNC数控编程原理与应用,在使用过程中用户可以看到自己的编程结果从而达到可视化的效果,
对提高数控学习人员学习G代码的编写和机床的操作有很大的帮助。
使每一个学生对数控加工建立感性认识,可以反复动手进行数控加工操作
有效解决了因数控设备昂贵和有一定危险性,很难做到每位学生“一人一机”的问题,
在培养全面熟练掌握数控加工技术的实用型技能人才方面发挥显著作用。
从而降低数控机床加工实训环节易出事故、机床损耗严重等风险、降低了费用高等特点。
安装步骤
1、用户可以点击本网站提供的下载路径下载得到对应的程序安装包
2、只需要使用解压功能将压缩包打开,双击主程序即可进行安装,弹出程序安装界面

3、同意上述协议条款,然后继续安装应用程序,点击同意按钮即可
4、可以根据自己的需要点击浏览按钮将应用程序的安装路径进行更改
5、桌面快捷键的创建可以根据用户的需要进行创建,也可以不创建
6、弹出应用程序安装进度条加载界面,只需要等待加载完成即可
7、根据提示点击安装,弹出程序安装完成界面,点击完成按钮即可
使用说明
配置管理器对话
此对话框列出了所有现有配置,并允许用户创建新配置以及编辑,复制,删除或重命名现有配置。
新
使用“新建”访问“新配置”对话框,以允许您使用新名称创建新配置。
编辑
选择一个现有配置,然后选择“编辑”以访问“ DNC配置”对话框(“常规”页面/“设备设置”页面),以允许您更改配置的参数。
复制
选择一个现有配置,然后选择“复制”以显示“新配置对话框”。这使您可以将所有设置从现有配置复制到新配置。副本可以编辑。如果您需要两个类似的配置,例如仅更改波特率或COM端口,则此功能特别有用。
出口
使用导出可将配置导出到文件中以进行备份或配置另一台计算机。
删除
选择一个配置,然后按Delete键将允许您删除不再需要的配置。系统将提示您检查是否确定要删除配置。您还可以通过选择配置并按键盘上的Delete键来删除配置。
救命
帮助将显示帮助文件。
好
使用确定关闭此对话框。
改名
如果要重命名现有配置,请选择该配置,然后按F2。
新配置对话
打开此对话框后,您可以输入新配置的名称。 这可以包含任何字母数字字符,以及空格,破折号,下划线等。由于Windows中的特殊含义,因此不允许使用某些字符,例如 反斜杠(\)。 输入新对话框的名称后,单击“确定”以进入“ DNC配置对话框”(“常规页面/设备设置”页面)并定义该配置的参数。 或者,单击“取消”以中止新配置的创建,并使您返回到Configuration Manager对话框,或使用“帮助”按钮获得有关此对话框的帮助。
设备
该选项允许用户选择应该通过其发送或接收文件的设备。 可用设备列表应包括计算机上DNC Manager当前可用的所有设备-这可能是与您的计算机,打印机关联的一个或多个串行端口。
文件扩展名
在此处输入时,确定使用“发送发送或接收”时,在“打开文件” /“保存文件”对话框的类型过滤器文件中默认列出的文件类型。
输入特定配置的首选文件扩展名。这可能是tap,h,f0等。通常,对于特定配置,您只处理单个文件类型,则不应输入扩展名的文本部分“。”。如果希望能够将一种以上的文件扩展名与特定配置相关联,则可以输入通配符,后跟“。”。和文件扩展名。例如:
输入点按即可–列出所有带有“ .tap”扩展名的文件。
输入* .tap; *。h –列出所有扩展名为“ .tap”或“ .h”的文件。
页眉页脚
您可以将页眉和/或页脚附加到要发送的文件上(但不能接收文件)。通过选择适当的文本文件(其中应包含您希望形成页眉或页脚的文本)来完成此操作。使用“浏览”选项选择文件,或键入文件名以及任何适当的路径。特别是,头文件通常与绘图仪初始化一起使用,以将绘图放置在纸张上。
请注意,头文件在主文件之前发送,而页脚在主文件之后发送。
留言内容
此选项控制输出到“消息窗口”的消息级别。可以将其设置为“安静”,“普通”或“详细”。顾名思义,“正常”是应为大多数应用程序选择的级别,并发送诸如“打开设备”,“关闭设备”,“发送文件”之类的消息。 Quiet将关闭该消息,但操作系统错误消息除外(通常不应该包含该消息)。详细发送详细消息,仅在诊断DNC链接问题时才有用。
终止符
这是在传输结束时发送的一个字符,用于告知机床或计算机传输已完成。该字符是机器特定的。输入适当的ASCII字符号。
线程优先级
与计算机上运行的其他操作相比,该选项允许用户选择使用DNC管理器的优先级。增加优先级将导致DNC管理器优先于其他程序。优先级顺序(从最低到最高)是:空闲,低,低于正常,正常,高于正常,高,时间紧迫。不建议使用“时间关键”设置,因为它可能会干扰PC上其他功能的操作。
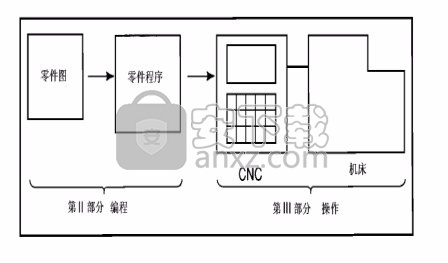
当用 CNC 机床加工零件时 首先要准备好程序 然后用程序操作 CNC
机床
1 首先 根据零件图准备好 CNC 机床用的程序如何准备好程序 在第 II 部分 编程 中作了详尽的叙述
2 程序被读进 CNC 系统中 然后 在机床上安装工件和刀具 且根据程序运行刀具 最后 实际进行加工如何操作 CNC 系统 在第 III 部分 操作 中作了详尽地叙述
在实际编程前 制定如何加工零件的加工计划
加工计划
1. 确定工件加工的范围
2. 机床上安装工件的方法
3. 每道序的加工顺序
4. 刀具和加工
决定每道工序的加工方法
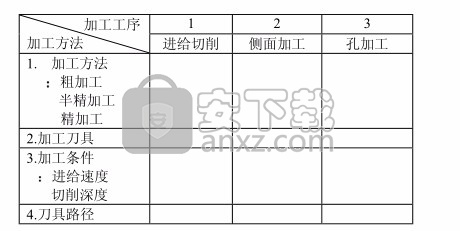
对于每次加工 应根据工件图来准备刀具路径程序和加工条件

1、数控机床系统的功能不仅取决于 CNC 而且取决于机床 强电柜 伺服系统 CNC 以及操作面板等的组合 要说明全部组合
的功能 编程和操作是太困难了 本说明书只从 CNC 的角度予以说明 因此 要详细了解具体的数控机床 应首先阅读机床制造商提供的说明书
2 把标题放置在左边以便读者能够容易找到必要的信息 当查找必要的信息时 读者通过检索这些标题 可以节省时间
3 加工程序 参数 变量等 都存在 CNC 装置内部的非易失性存储器中 通常 这些内容不会因为接通/断开电源而丢失 然而有可能发生这样的情况 那就是因为错误的操作而删除了原先存在非易失性存储器中的数据 当这种事故发生的时候 为了能快速恢复数据 建议预先将各种数据复制留存
4 本说明书尽可能地叙述机床上可执行的各种功能 但是不可能叙述不能执行的各种功能 选择和指令的组合书中没有叙述的运行组合 请不要使用
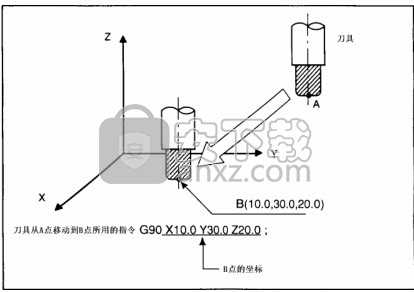
刀具移动指令尺寸的表示方法
绝对值指令/ / 增量值指令
说明 移动刀具的指令可以用绝对值或增量值表示 见 -8.1
! 绝对值指令 绝对值指令是刀具移动到 距坐标系零点某一距离 的点 即刀具移动
到坐标值的位置
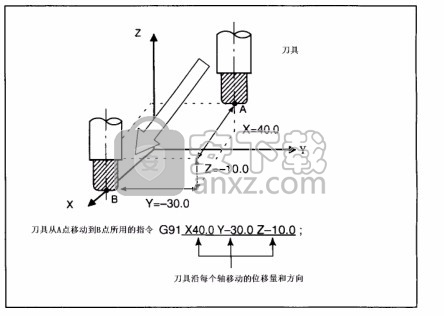
增量值指令 指令刀具从前一个位置到下一个位置的移动位移量
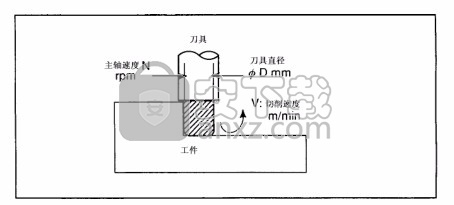
切削速度 切削工件时刀具与工件的相对速度称为切削速度
主轴速度功能 对于 CNC 切削速度可用主轴速度 以 rpm 为单位 指令
例 <假设用直径 100mm 的刀具 以 80m/min 的切削速度加工工件时 >由 N=1000v/ D 得到主轴速度约为 250rpm 因此要求下面的指令
不同加工使用的刀具 当进行钻孔 攻丝 镗孔 铣削等加工时 必须选择适当的刀具刀具功能 对每把刀具赋给一个编号 在程序中指令不同的编号时 就选择相应的刀具
当这把刀具放在 ATC 的 01 号位时,可用指令 T01 选择这把刀具 该功能称为刀具功能
当开始实际加工时 需要旋转主轴 供给冷却液 为此 需要控制主辅助功能 轴电机和冷却泵的启停操作
指令机床部件的启停操作的功能称为辅助功能 通常 该功能用 M 代码指令 参照 -11例如
为运行机床而送到 CNC 的一组指令称为程序 用指定的指令 刀具沿着直线或圆弧移动 主轴电机按照指令旋转或停止在程序中 以刀具实际移动的顺序来指定指令
如果刀具半径储存在 CNC 中的话 数据显示和设定可离开加工零件形状为刀具半径的轨迹移动 该功能成为刀具半径补偿
人气软件
-

Advanced Design System 2020 2068 MB
/简体中文 -

广联达型钢五金大全 32.7 MB
/简体中文 -

Eplan electric P8 2.7完美 1024 MB
/简体中文 -

synopsys hspice 2016 521 MB
/简体中文 -
altium designer(ad) 16中文 3133 MB
/简体中文 -

Altium Designer 9中文 1812 MB
/简体中文 -

KISSsoft2016中文 475 MB
/简体中文 -

Cadence17.2 3092 MB
/简体中文 -

Zemax OpticStudio(综合性光学设计软件) 656.85 MB
/简体中文 -

Mentor Graphics ModelSim 1004 MB
/英文
 wincc7.0 SP3中文版 1.0
wincc7.0 SP3中文版 1.0  AVL Workspace Suite 2016 2016
AVL Workspace Suite 2016 2016  ANSYS Electronics Desktop 19 19.2
ANSYS Electronics Desktop 19 19.2  ANSYS Products 19.0 19.0
ANSYS Products 19.0 19.0  Ansys15.0 32&64位 15.0
Ansys15.0 32&64位 15.0  Zuken E3.series 2019 P3中文 v20.03 附带安装教程
Zuken E3.series 2019 P3中文 v20.03 附带安装教程  VERICUT7.2 附安装教程
VERICUT7.2 附安装教程  altium designer 13 附安装教程
altium designer 13 附安装教程 










